![]()
豆知識
ア ル ミ ニ ウ ム の 特 徴 |
1. 比 重 | アルミニウムは比重が2.7~2.8で、鉄や銅と比べると1/3で航空機、船舶、車両、建築物などの軽量化に役立って居る。 |
| 2. 耐食性が良い | 自然的な緻密な表面酸化膜が生じて腐食を保護します。 更には、人工的に酸化膜(アルマイト)を厚くする事により完全な耐食性を与える事が出来ます。 鉄のような赤サビない。 |
|
| 3. 加工性が優れて いる | 展延性に富んでいるために成形加工性がよく 又、機械加工性や溶接性も良好。 |
|
| 4. 表面処理が自由 | 無色透明な銀白色の酸化皮膜を表明に形成させるアルマイト処理により耐食性、耐磨耗性を改善させる事が出来る。 又、染色や電解発色などの方法で種々な色調を与える事が出来る。 |
|
| 5. 強 度 | 重量比が優れている。 ちなみに、引っ張り強さは、7~60kg/㎡と変化させる事が出来る。 |
|
| 6. 毒性がない | 衛生上無毒で食品とも反応しない。 缶ビール、ジュース、アルミホイルなどの食品容器、包装材や家庭用金物などに広く用いられている。 |
|
| 7. 熱伝導が高い | 伝導率は銅についで高く熱を伝え易く、熱交換器、エンジン部品、冷暖房装置に広く使用される。 |
|
| 8. 非磁性、反射率、 スクラップが高い 。 |
アルミニウムの表面処理 について |
アルミニウムの表面処理は一般にアルマイト(陽極酸化)処理と言われ、1927年に英国で硫酸法が発明された。 この陽極酸化はアルミニウムの表面処理として、性質の安定性、優秀性から見て、最も安定した方法として多方面の用途の製品に用いられ、アルミニウムのほとんどが陽極酸化されるに至った。 |
||||||||||||||||||||||||||||||||||||||||
アルマイトとメッキの相違 |
アルマイトつまりアルミニウムの陽極酸化は、一見メッキと非常によく似ているため、混合視されているが、この両者には根本的な違いがある。 似ている点は、どちらも電解液中に品物(処理する物)を吊し、通電することにより品物の表面に耐食性等を改善する皮膜を作る事であり、それ以外はすべて相違する。この相違点を下表に示す。
メッキは、陽極で溶解した金属が製品表面に折り出すものであるが、アルマイトでは水の電気分解で出来た酸素とアルミ自身が反応して生じる酸素皮膜である。 従ってメッキでは地金の減少はないが、アルマイトでは、生成した皮膜に比例して地金のアルミニウムは減少する。 |
||||||||||||||||||||||||||||||||||||||||
アルマイト(陽極酸化) |
アルミニウムの陽極酸化の工業化は1923年ベンゴーとスチュアートの両氏によるクルム酸法に始まり、1927年英国で硫酸法、1930年宮田氏等により蓚酸法が始まった。 この陽極酸化はアルミニウムの表面処理として、性質の安定性、優秀性から見て最も適した方法として多方面の用途の製品に用いられ、アルミニウムの大半が陽極酸化されるに至った。 |
||||||||||||||||||||||||||||||||||||||||
アルマイト皮膜の構造 |
皮膜は下図の様な三重層になっている即ち外部(C部)に多孔質の厚い皮膜があり、その下に活性層と呼ばれる活性化された薄い緻密な皮膜がある(B部)。これは全体の0.5~2.0%(0.03~0.05μ)位である。そしてその下に気体の層(A部)のある事がわかっている。 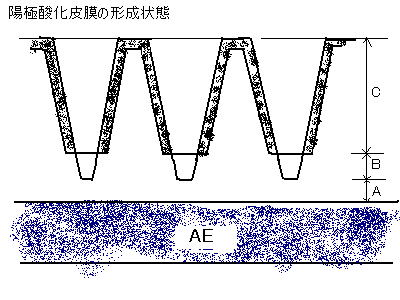 |
||||||||||||||||||||||||||||||||||||||||
陽極酸化法には 硫酸法と蓚酸法がある。 |
標準条件としては次の様になっている。
|
||||||||||||||||||||||||||||||||||||||||
| 封孔処理 |
アルマイト(陽極酸化)処理を行った後は、必ず封孔処理が必要である(電着塗装を行うものについては別)。 つまり酸化皮膜には多数の孔があり、この孔は吸水性であり、このままでは皮膜に耐久性、汚れ、耐食性が無いので、これを次の方法により処理を行う。 |
|
| 加圧水蒸気による封孔処理 | アルマイト皮膜を施した品物を十分に水洗いした後、耐圧高圧容器内に入れ、3~5気圧の蒸気を送り、20分~30分間保ち、封孔する方法であり、確実で性能的には優れているが、作業能率は悪い。 | |
| 沸騰水中の封孔処理 | アルマイト皮膜を施した品物を十分に水洗いした後、純水、95~100℃の加熱水浴中に30分位保って封孔処理を行う。封孔水のPHは5.5~6.5以内にて行い、水の汚れや、PH6.5以上になると、粉吹き現象が表面に発生する事がある。 この方法は作業能率が良く、現在多く使用されている。 |
|
| 無機物もしくは有機物の添加による封孔処理 | 酢酸ニッケルか酢酸コバルトの水浴液中にて処理する方法で、温度は95℃以上にて10~20分間保持する。 着色した製品はこの方法にて封孔処理を行っている。 |
|